



ข้อกำหนดแม่พิมพ์
|
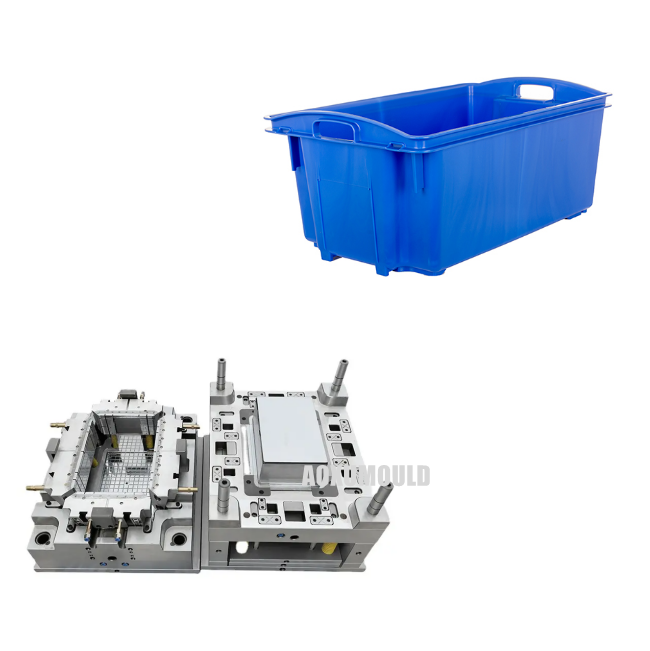
ชื่อแม่พิมพ์ |
แม่พิมพ์ลังปลาพลาสติก |
|
วัสดุผลิตภัณฑ์ |
HDPE |
|
ขนาดผลิตภัณฑ์ |
711 x 438 x 313 มม. |
|
น้ำหนักผลิตภัณฑ์ |
3100grams |
|
ความจุของผลิตภัณฑ์ |
55 ลิตร |
|
วัสดุแม่พิมพ์สำหรับโพรงและ แกนกลาง |
P20/718H/2738 |
|
nos แห่งโพรง |
1 โพรง |
|
ระบบฉีด |
นักวิ่งร้อน |
|
เครื่องฉีดที่เหมาะสม |
680T |
|
ขนาดแม่พิมพ์ |
1250x880x720 มม. |
|
น้ำหนักแม่พิมพ์ |
6200kg |
|
อายุการใช้งานแม่พิมพ์ |
มากกว่า 500, 000 pcs |
|
เวลาจัดส่ง |
45 วัน |
วิธีการออกแบบแม่พิมพ์ลังปลา?

มีความจำเป็นที่จะต้องพิจารณาปัจจัยหลายอย่างเช่นโครงสร้างผลิตภัณฑ์ลักษณะของวัสดุกระบวนการขึ้นรูปและอายุการใช้งานแม่พิมพ์อย่างครอบคลุมเมื่อออกแบบแม่พิมพ์ฉีดของลังพลาสติก นี่คือขั้นตอนการออกแบบที่สำคัญและการพิจารณา:
1. โครงสร้างผลิตภัณฑ์และการวิเคราะห์การออกแบบแม่พิมพ์
ขนาดและความหนาของผนัง: ลังมักจะมีขนาดใหญ่ (เช่นลังปลา, ลังโลจิสติกส์, ลังเก็บ), มันเป็นสิ่งจำเป็นเพื่อให้แน่ใจว่าความแข็งแรงของโพรงแม่พิมพ์นั้นเพียงพอความหนาของผนังนั้นสม่ำเสมอ (โดยทั่วไป 2. 5-4 มม.) เพื่อหลีกเลี่ยงการหดตัวหรือการเสียรูป
การเสริมแรงแท่งและโครงสร้างการทำงาน: เมื่อออกแบบแท่งเสริมแรง (ความหนาน้อยกว่าหรือเท่ากับ 50% ของความหนาของผนังหลัก), สล็อตซ้อน, ด้ามจับ ฯลฯ มีความจำเป็นที่จะต้องพิจารณาความเอียงของการปลดปล่อย (โดยปกติ 1-2 ระดับ) และความยากลำบากในการเติม
การเลือกพื้นผิวแยก:
การพรากจากกันไปตามโปรไฟล์สูงสุดของลังเพื่อหลีกเลี่ยงหัวเข็มขัดย้อนกลับ
สายการแยกถูกซ่อนอยู่เท่าที่จะทำได้ในพื้นผิวที่ไม่ปรากฏ (เช่นด้านล่างหรือขอบของกล่อง) เพื่อลดผลกระทบของแฟลชต่อลักษณะที่ปรากฏ
2. การออกแบบระบบ gating
ประเภทประตู:
ประตูด้านข้าง: เหมาะสำหรับลังขนาดเล็กและขนาดกลางราคาต่ำ แต่จำเป็นต้องตัดประตูด้วยตนเอง
ประตูแฝง: การลดทอนอัตโนมัติเหมาะสำหรับการผลิตอัตโนมัติ
นักวิ่งร้อนหลายจุด: กล่องปลาขนาดใหญ่มักใช้เพื่อลดเวลาการเติมและลดรอยเชื่อม (เช่นกาวสมมาตรที่มุมทั้งสี่ของลัง)
ความสมดุลของช่องสัญญาณโฟลว์: เลย์เอาต์สมมาตรใช้เพื่อให้แน่ใจว่าการหลอมเหลวนั้นเต็มไปด้วยกันอย่างสม่ำเสมอและหลีกเลี่ยงการแปรปรวน (เช่นช่องสัญญาณรูปตัว H)
ฟีดเย็นดี: ตั้งไว้ที่ปลายกระแสหลักเพื่อป้องกันไม่ให้ฟีดเย็นปิดกั้นประตู
3. การออกแบบระบบทำความเย็น

ตามรูปร่างของทางน้ำ: จัดท่อระบายความร้อนตามโปรไฟล์ของภาชนะโดยเฉพาะอย่างยิ่งสำหรับโพรงลึกและพื้นที่เสริม (เช่นผนังด้านข้างและด้านล่างของภาชนะ)
การควบคุมอุณหภูมิโซน: พื้นที่กำแพงหนา (เช่นรากของที่จับ) เสริมสร้างความเย็นลงเพื่อป้องกันการหดตัวที่ไม่สม่ำเสมอ
การเลือกวัสดุ: โลหะผสมทองแดงหรือเม็ดมีดทองแดงเบริลเลียมสำหรับการระบายความร้อนที่มีประสิทธิภาพในท้องถิ่น
4. ระบบอีเจ็คเตอร์และเครื่องเป่า
เลย์เอาต์ก้านด้านบน:
กระจายอย่างสม่ำเสมอที่ผนังด้านล่างและด้านข้างของกล่องเพื่อหลีกเลี่ยงการเสียรูปออก
เส้นผ่านศูนย์กลางของก้านอีเจ็คเตอร์สูงกว่าหรือเท่ากับφ5mm (φ 8-12 มม. สำหรับกล่องหมุนเวียนขนาดใหญ่) และจำนวนจะถูกกำหนดตามพื้นที่ที่คาดการณ์ไว้
การขับออกจากแก๊สช่วย: กล่องการหมุนเวียนของโพรงลึกสามารถติดตั้งวาล์วอากาศออกเสริม
ความลาดชันของปล่อย: ความลาดชันด้านในมากกว่าหรือเท่ากับ 1 องศา, ผนังด้านนอกความลาดชัน 0. 5-1 องศา (วัสดุ pp/hdpe)
5. การออกแบบระบบไอเสีย
ร่องไอเสีย: ตั้งอยู่ในพื้นผิวที่แยกส่วน, หลุมอีเจ็คเตอร์และช่องว่างแทรก, ความลึก 0. 02-0. 04mm (วัสดุ PP)
Vacuum Venting: เหล็กระบายอากาศหรือเม็ดมีดเหล็กระบายอากาศมีให้สำหรับพื้นที่โพรงลึก
6. โครงสร้างแม่พิมพ์และการเลือกวัสดุ
วัสดุแม่พิมพ์: เหล็กแข็งก่อน (เช่น P20/718H), ความหนาของแม่แบบมากกว่าหรือเท่ากับ 300 มม. (แม่พิมพ์ขนาดใหญ่)
Cavity/Core: วัสดุความแข็งสูง (เช่น S136, NAK8 0) พื้นผิวขัดเงาเป็นRA0.2μmหรือน้อยกว่า
คู่มือและการล็อคแม่พิมพ์: เพิ่มบล็อกการวางตำแหน่งรูปกรวยและคอลัมน์คู่มือเอียงเพื่อให้แน่ใจว่าการปิดเชื้อราถูกต้อง
7. ทดสอบและเพิ่มประสิทธิภาพ
พารามิเตอร์กระบวนการ: การฉีดขั้นตอน (ช้าก่อนและเร็ว) เวลาการถือแรงดันเป็นเวลานาน (ค่าชดเชยสำหรับการหดตัว)
การแก้ปัญหา:
การหดตัว: เพิ่มแรงดันถือหรือปรับตำแหน่งประตู
รอยเชื่อม: เพิ่มจำนวนประตูหรือเพิ่มอุณหภูมิละลาย
การเสียรูป: ปรับเส้นทางระบายความร้อนหรือเพิ่มคอลัมน์รองรับ
เหล็กชนิดใดสำหรับแม่พิมพ์ลังปลาพลาสติก?
การเลือกเหล็กสำหรับแม่พิมพ์ลังปลาพลาสติกควรพิจารณาปัจจัยต่าง ๆ เช่นอายุการใช้งานแม่พิมพ์ประสิทธิภาพการประมวลผลความต้านทานการกัดกร่อนข้อกำหนดการขัดและค่าใช้จ่าย ต่อไปนี้เป็นบทสรุปของเหล็กที่ใช้กันทั่วไปและสถานการณ์แอปพลิเคชันของพวกเขา:

1. เหล็กแข็งก่อน (เหล็กตายก่อน)
- เกรดทั่วไป: P20 (3CR2MO), 718H (แก้ไข P20), NAK80 (Tatsu, ญี่ปุ่น)
- คุณสมบัติ :
-P20: HRC HRC 30-35, การประมวลผลง่าย, ต้นทุนต่ำ, เหมาะสำหรับการผลิตแบทช์ขนาดเล็กและขนาดกลาง
-718 H: ความแข็งที่สูงขึ้น (HRC 35-40) ความต้านทานการสึกหรอที่ดีขึ้นและความเหนียวดีกว่า P20 เหมาะสำหรับโครงสร้างที่ซับซ้อนหรือความต้องการชีวิตสูง
-NAK80: สถานะก่อนหน้า (HRC 37-43), ประสิทธิภาพการขัดกระจกที่ยอดเยี่ยมเหมาะสำหรับความต้องการพื้นผิวสูง (เช่นกล่องปลาโปร่งใส)
-สถานการณ์การใช้งาน: กล่องปลาพลาสติกธรรมดา (วัสดุ PP/PE) ไม่มีการบำบัดความร้อนเพิ่มเติมเหมาะสำหรับแม่พิมพ์ขนาดเล็กและขนาดกลาง
2. สแตนเลสสตีลที่ทนต่อการกัดกร่อน
- เกรดทั่วไป: 420 (4CR13), S136 (ASSAB), HPM38 (Hitachi)
- คุณสมบัติ :
- 420: ความต้านทานการกัดกร่อนที่ดี, ความแข็ง HRC 48-52 (จำเป็นต้องรักษาด้วยความร้อน) เหมาะสำหรับสภาพแวดล้อมที่ชื้นหรือเค็ม (เช่นโรงงานแปรรูปสัตว์น้ำ)
- S136: สแตนเลสที่มีความบริสุทธิ์สูงความต้านทานการกัดกร่อนที่ยอดเยี่ยมประสิทธิภาพการขัดที่ยอดเยี่ยมเหมาะสำหรับการสัมผัสระยะยาวกับแม่พิมพ์น้ำ
- สถานการณ์แอปพลิเคชัน: แม่พิมพ์ลังปลาที่มีความชื้นสูงการสัมผัสน้ำทะเลหรือการทำความสะอาดบ่อยครั้ง
3. เหล็กทำงานร้อนที่ทนต่อการสึกหรอสูง
- เกรดทั่วไป: H13 (4CR5MOSIV1)
- คุณสมบัติ :
- ความต้านทานอุณหภูมิสูง (สูงกว่า 500 องศา) ความต้านทานการสึกหรอที่ยอดเยี่ยมเหมาะสำหรับการฉีดขึ้นรูปความเร็วสูงหรือแม่พิมพ์ทำความร้อน/ทำความเย็นบ่อยๆ
- ต้องการการรักษาความร้อน (ความแข็ง HRC 45-50), ราคาสูง
- สถานการณ์แอปพลิเคชัน: การผลิตจำนวนมากหรือมีพลาสติกเสริมใยแก้ว (เช่นกล่องปลา PP เสริม)
4. เหล็กคาร์บอนเศรษฐกิจ
- เกรดทั่วไป: 45# Steel, S50C
- คุณสมบัติ :
-ค่าใช้จ่ายที่ต่ำที่สุด แต่การสึกหรอและการกัดกร่อนที่ไม่ดีต้องใช้การรักษาพื้นผิว (เช่นการชุบโครเมี่ยมไนไตรด์)
- เหมาะสำหรับการทดลองใช้ชุดขนาดเล็กหรือแม่พิมพ์ที่มีความแม่นยำต่ำ
- สถานการณ์ที่ใช้งานได้: แม่พิมพ์ชั่วคราวหรือสถานการณ์งบประมาณต่ำ
คำแนะนำการเลือกวัสดุ
1. กล่องปลาธรรมดา (pp/pe, ชุดขนาดเล็กและขนาดกลาง): P20 หรือ 718H เป็นที่ต้องการโดยคำนึงถึงต้นทุนและชีวิต
2. ความต้านทานการกัดกร่อนสูง: เลือก 420 หรือ S136 สแตนเลสเพื่อหลีกเลี่ยงการเกิดสนิมที่ส่งผลกระทบต่อชีวิตของแม่พิมพ์
3. พื้นผิวสูงเสร็จสิ้น: NAK80 หรือ S136 เพื่อให้แน่ใจว่าการปรากฏตัวของกล่องปลานั้นไร้ที่ติ
4. การผลิตแบทช์ขนาดใหญ่: H13 หรือเหล็กเครื่องมือความแข็งสูง (เช่น D2) ปรับปรุงความต้านทานการสึกหรอ
5. การทดลองทดลองใช้ต้นทุนต่ำ: 45# การรักษาพื้นผิวเหล็ก
- การออกแบบระบบระบายความร้อน: การนำความร้อนของเหล็กส่งผลกระทบต่อประสิทธิภาพการฉีด H13 และเม็ดมีดโลหะผสมทองแดงที่เหมาะสมที่สุด
-ขนาด: แม่พิมพ์ขนาดใหญ่จำเป็นต้องเลือกเหล็กที่มีความแข็งที่ดี (เช่น 718H) เพื่อหลีกเลี่ยงการเปลี่ยนรูปแบบการรักษาด้วยความร้อน
-เทคโนโลยีการประมวลผล: เหล็กกล้าก่อนสามารถประมวลผลได้โดยตรงและเหล็กอื่น ๆ จำเป็นต้องจองเบี้ยเลี้ยงความร้อน
ขอแนะนำให้ดำเนินการสื่อสารเชิงลึกกับซัพพลายเออร์แม่พิมพ์ตามความต้องการการผลิตจริง (เอาท์พุทประเภทพลาสติกสภาพแวดล้อม) และดำเนินการทดสอบประสิทธิภาพของเหล็กหากจำเป็น
ยังไงTo EnsureTเขาแม่พิมพ์ที่มีอายุการใช้งานยาวนาน?
เพื่อให้แน่ใจว่าชีวิตของแม่พิมพ์ฉีดมีความจำเป็นที่จะต้องดำเนินการจัดการที่ครอบคลุมจากการออกแบบการผลิตการใช้การบำรุงรักษาและลิงก์อื่น ๆ นี่คือมาตรการสำคัญบางประการ:
1. การเลือกวัสดุแม่พิมพ์
- เหล็กตายคุณภาพสูง: เลือกเหล็กตายที่มีความต้านทานการสึกหรอสูงความทนทานสูงและความต้านทานการกัดกร่อนตามความต้องการของผลิตภัณฑ์ (เช่น H13, S136, NAK80, P20 ฯลฯ )
- การจับคู่วัสดุ: พิจารณาลักษณะของวัสดุฉีด (เช่นแม่พิมพ์พลาสติกที่มีเส้นใยแก้วที่สวมใส่ง่าย) เลือกเหล็กแม่พิมพ์ที่มีความแข็งสูงกว่าหรือการรักษาพื้นผิวที่ดีขึ้น
2. การออกแบบแม่พิมพ์ที่สมเหตุสมผล
- การเพิ่มประสิทธิภาพโครงสร้าง: หลีกเลี่ยงมุมที่คมชัดหรือการออกแบบผนังบางเพื่อลดความเข้มข้นของความเครียด การออกแบบอย่างมีเหตุผลของการลดความลาดชันเพื่อลดความต้านทานต่อการลดทอน
- ระบบทำความเย็น: เค้าโครงช่องระบายความร้อนแบบสม่ำเสมอเพื่อหลีกเลี่ยงความร้อนสูงเกินไปในท้องถิ่นทำให้เกิดความเหนื่อยล้าจากความร้อนหรือการเสียรูป
- ช่องสัญญาณการไหลและการออกแบบไอเสีย: ลดความต้านทานการไหลของพลาสติกหลอมเหลวตั้งถังไอเสียอย่างสมเหตุสมผลเพื่อหลีกเลี่ยงก๊าซหรือการเผาไหม้ที่ติดอยู่
- พื้นผิวที่แยกจากกันและความแม่นยำในการจับคู่: เพื่อให้แน่ใจว่าพื้นผิวที่แยกจากกันนั้นเรียบ, แม่พิมพ์, ปลอกและส่วนอื่น ๆ ของช่องว่างการประสานงานมีความสมเหตุสมผลลดการสึกหรอ
3. กระบวนการผลิตที่แม่นยำ
- กระบวนการบำบัดความร้อน: ผ่านการดับการแบ่งเบedและกระบวนการอื่น ๆ เพื่อปรับปรุงความแข็งและความเหนียวของแม่พิมพ์
-Surface Treatment: ไนไตรด์, การชุบโครเมี่ยม, การเคลือบ PVD (เช่น TIN, TIALN) และเทคโนโลยีอื่น ๆ เพื่อเพิ่มความแข็งของพื้นผิวและความต้านทานการกัดกร่อน
- ความแม่นยำในการตัดเฉือน: ตรวจสอบความถูกต้องของมิติและเสร็จสิ้นของชิ้นส่วนแม่พิมพ์ (เช่นการขัดกระจก) ลดแรงเสียดทานและความเสี่ยงในการติดเชื้อรา
4. การดำเนินการมาตรฐาน
- การเพิ่มประสิทธิภาพพารามิเตอร์การฉีดขึ้นรูป:
- การควบคุมอุณหภูมิ: ตั้งอุณหภูมิกระบอกสูบและอุณหภูมิแม่พิมพ์อย่างสมเหตุสมผลเพื่อหลีกเลี่ยงความเครียดจากความร้อนที่เกิดจากสูงหรือต่ำเกินไป
- ความดันและความเร็ว: ลดแรงดันฉีดและความเร็วเพื่อลดแรงกระแทกของเชื้อรา
-การถือแรงดันและเวลาเย็น: ตั้งเวลาการถือแรงดันอย่างสมเหตุสมผลเพื่อหลีกเลี่ยงการเติมเต็ม; ตรวจสอบให้แน่ใจว่ามีความเย็นเพียงพอก่อนที่จะเปิดแม่พิมพ์
-หลีกเลี่ยงการโอเวอร์โหลด: การผลิตโอเวอร์โหลดเป็นสิ่งต้องห้าม (เช่นเกินกำลังการหนีบหรือขีด จำกัด ปริมาณการฉีด)

5. การบำรุงรักษาและการบำรุงรักษาปกติ
- การป้องกันการทำความสะอาดและสนิม:
- ทำความสะอาดพลาสติกและน้ำมันที่เหลือหลังจากการผลิตแต่ละครั้งเพื่อหลีกเลี่ยงการกัดกร่อน
-ใช้น้ำมันต่อต้านความทนทานในระหว่างการใช้งานระยะยาวและปิดผนึก
- การจัดการหล่อลื่น: เพิ่มจาระบีอุณหภูมิสูงให้กับชิ้นส่วนที่เคลื่อนไหวเช่นปลอกพิงสไลด์และโพสต์ไกด์
- ตรวจสอบและซ่อมแซม:
- ตรวจสอบการสึกหรอของพื้นผิวรา, รอยร้าวหรือสนิมซ่อมแซมความเสียหายเล็กน้อยในเวลา
- ทดแทนหรือปรับปรุงชิ้นส่วนที่สวมใส่อย่างหนักเช่น thimbles และเม็ดมีด
6. การควบคุมสภาพแวดล้อมการผลิต
- การจัดการอุณหภูมิและความชื้น: หลีกเลี่ยงการเกิดสนิมในสภาพแวดล้อมที่ชื้น
- วัตถุดิบที่สะอาด: ตรวจสอบให้แน่ใจว่าวัตถุดิบพลาสติกปราศจากสิ่งสกปรก (เช่นอนุภาคโลหะ, ฝุ่น) เพื่อป้องกันการเกาเชื้อรา
- ข้อกำหนดการดำเนินงาน: ผู้ประกอบการรถไฟใช้แม่พิมพ์อย่างถูกต้องเพื่อหลีกเลี่ยงการลดความรุนแรงหรือการชน
7. การตรวจสอบแม่พิมพ์และการจัดการชีวิต
- จำนวนการใช้งานบันทึก: เวลาการขึ้นรูปแม่พิมพ์สถิติทำนายวงจรชีวิต
- การตรวจสอบอย่างสม่ำเสมอ: ใช้อัลตราโซนิกกล้องจุลทรรศน์และเครื่องมืออื่น ๆ เพื่อตรวจจับรอยแตกภายในหรือความเหนื่อยล้า
-การจัดการชิ้นส่วน Spare: เตรียมชิ้นส่วนที่สวมใส่ (เช่นเม็ดมีด, thimbles) ล่วงหน้าเพื่อลดเวลาการบำรุงรักษา
8. จัดการกับสถานการณ์พิเศษ
- วัสดุที่มีการกัดกร่อนสูง: ใช้เหล็กที่ทนต่อการกัดกร่อน (เช่น S316) หรือเพิ่มการเคลือบผิว
- วัสดุเส้นใยแก้วสูง: การใช้เหล็กกล้าความแข็งสูงขึ้นและเสริมสร้างการรักษาพื้นผิว (เช่นการเคลือบแข็ง)
แกนหลักของการยืดอายุการใช้แม่พิมพ์ฉีดคือ:
วัสดุคุณภาพสูง + การออกแบบทางวิทยาศาสตร์
✅การผลิตที่แม่นยำ + การใช้มาตรฐาน
✅การบำรุงรักษาที่ผิดปกติ + การจัดการเชิงป้องกัน
ผ่านการจัดการวงจรชีวิตอย่างเป็นระบบอายุการใช้งานแม่พิมพ์สามารถปรับปรุงได้อย่างมีนัยสำคัญและต้นทุนการผลิตลดลง
ส่วนประกอบแม่พิมพ์
เหล็กแม่พิมพ์

ระบบรันเนอร์ร้อน

ชิ้นส่วนมาตรฐาน

ยังไงTo Cลูกโซ่A Sเป็นไปได้IการรกรากMซึ่งแก่กว่าMอื้ออึงFหรือTเขาลังปลา Mouแอลดี?

การเลือกเครื่องฉีดแบบฉีดที่ถูกต้องสำหรับแม่พิมพ์ลังต้องการประเมินขนาดของแม่พิมพ์วัสดุผลิตภัณฑ์ประสิทธิภาพการผลิตและประสิทธิภาพของอุปกรณ์ นี่คือขั้นตอนสำคัญและวิธีการเลือกพารามิเตอร์:
1. การคำนวณพารามิเตอร์หลัก
(1) กำลังยึด
แรงล็อคแม่พิมพ์เป็นพารามิเตอร์หลักของการเลือกเครื่องฉีดขึ้นรูปซึ่งจำเป็นต้องครอบคลุมแรงดันละลายบนพื้นผิวการแยกเชื้อรา:
กำลังยึด (ตัน)=พื้นที่ที่ฉาย (CM²) \ Times ความดันวัสดุ (MPA) \ div 1000 \]
- พื้นที่ที่คาดการณ์ไว้: พื้นที่ที่คาดการณ์ไว้ในแนวนอนสูงสุด (ความยาว×ความกว้าง) ของกล่องหมุนเวียน + พื้นที่ของระบบเท
-material Pressure: ตามการเลือกวัสดุ (PP/HDPE มักจะใช้ 30-50 MPA, โพรงลึกหรือผนังบางใช้ขีด จำกัด บน)
ตัวอย่าง:
ขนาดของลังคือ 500 × 400 มม. และพื้นที่ของระบบเทประมาณ 10%
พื้นที่ฉาย=(50 ซม. × 40 ซม.) × 1. 1=2200 cm²
กำลังยึด=2200 × 50/1000=110 ตัน (จำเป็นต้องเลือกมากกว่าหรือเท่ากับ 120 ตันของรุ่น)
(2) น้ำหนักยิง
ปริมาณการฉีดเชิงทฤษฎีของเครื่องฉีดขึ้นรูปจำเป็นต้องครอบคลุมน้ำหนักรวมของ "ผลิตภัณฑ์ + runner": ปริมาณการฉีด (g) มากกว่าหรือเท่ากับน้ำหนักผลิตภัณฑ์ \ times 1.5 \
ความหนาแน่นของวัสดุ: pp เกี่ยวกับ {{0}}. 91G/CM³, HDPE ประมาณ 0.95G/CM³
- ปัจจัยด้านความปลอดภัย: โดยทั่วไป 1. 5-2. 0 เพื่อหลีกเลี่ยงปริมาณการฉีดมากกว่า 80% ของความจุของเครื่อง
ตัวอย่าง:
กล่องหมุนเวียนน้ำหนักสุทธิ 1500 กรัมน้ำหนัก 200 กรัมน้ำหนักรวม 1700 กรัม
ปริมาตรการฉีดเชิงทฤษฎีมากกว่าหรือเท่ากับ 1700 × 1. 5=2550 g (จำเป็นต้องเลือกปริมาตรการฉีดที่มากกว่าหรือเท่ากับ 3000G แบบจำลอง)
(3) เส้นผ่านศูนย์กลางของสกรูและจังหวะ
- เส้นผ่านศูนย์กลางของสกรู: ส่งผลกระทบต่อความเร็วและความดันพลาสติกสกรูขนาดเส้นผ่าศูนย์กลางขนาดใหญ่เหมาะสำหรับผลิตภัณฑ์ผนังหนา (กล่องหมุนเวียนที่ใช้กันทั่วไปφ 60-90 mm)
- จังหวะการฉีด: เพื่อให้ตรงกับปริมาณการละลายของการละลายจังหวะมากกว่าหรือเท่ากับ 4 เท่าของความหนาของผลิตภัณฑ์ (กล่องการหมุนเวียนของโพรงลึกต้องการจังหวะที่ยาวขึ้น)
2. การจับคู่แม่พิมพ์และอุปกรณ์
(1) ขนาดเทมเพลตและโมดูลัส
- ขนาดเทมเพลต: เทมเพลตเครื่องฉีดขึ้นรูปต้องสามารถติดตั้งแม่พิมพ์ (ความยาว×ความกว้างน้อยกว่าหรือเท่ากับขนาดเทมเพลต)
- ความหนาของแม่พิมพ์: ความสูงของการปิดแม่พิมพ์ควรอยู่ในช่วงความหนาต่ำสุดของแม่พิมพ์สูงสุดของเครื่องฉีดขึ้นรูป
ขนาดทั่วไปของแม่พิมพ์กล่องหมุนเวียน:
ข้อกำหนดเทมเพลต: 800 × 600 มม. (เล็ก) ถึง 1500 × 1200 มม. (ใหญ่)
ความหนาของแม่พิมพ์: 400-800 มม. (จำเป็นต้องจับคู่พื้นที่แม่พิมพ์ของเครื่องฉีดขึ้นรูป)
(2) การเปิดแม่พิมพ์การเดินทางและพื้นที่ขับออก
- จังหวะการเปิดแม่พิมพ์: มันจะต้องมากกว่าความสูงของกล่องหมุนเวียน× 2 + ระยะทางความปลอดภัย (50-100 mm)
ตัวอย่างเช่น: ความสูงของกล่องหมุนเวียน 300 มม. →การเปิดจังหวะมากกว่าหรือเท่ากับ 300 × 2 + 50=650 มม.
- จังหวะการขับออก: ตรวจสอบให้แน่ใจว่าก้านอีเจ็คเตอร์สามารถผลักดันผลิตภัณฑ์ออกได้อย่างเต็มที่
3. ปัจจัยสำคัญอื่น ๆ
(1) คุณสมบัติของวัสดุพอดี
-barrel อุณหภูมิ: อุณหภูมิการประมวลผล PP อยู่ที่ 200-280 องศา HDPE อยู่ที่ 180-260 องศามีความจำเป็นเพื่อให้แน่ใจว่าความแม่นยำในการควบคุมอุณหภูมิของเครื่องฉีดขึ้นรูป
- อัตราส่วนการบีบอัดสกรู: PP/HDPE อัตราส่วนการบีบอัดที่แนะนำ 2. 5-3. 0 (สกรูสกรูสามารถเป็นได้)
(2) การเพิ่มประสิทธิภาพรอบการผลิต
- ความเร็วในการฉีด: กล่องหมุนเวียนขนาดใหญ่ต้องการความเร็วในการฉีดสูง (มากกว่าหรือเท่ากับอัตราการดับเพลิงเต็ม 80%) เพื่อลดเวลาในการเติม
-ข้อกำหนดการประหยัดพลังงาน: เซอร์โวมอเตอร์หรือเครื่องฉีดแบบฉีดทั้งหมดสามารถลดการใช้พลังงาน (เหมาะสำหรับการผลิตจำนวนมาก)
(3) ข้อกำหนดการทำงานพิเศษ
- การฉีดหลายขั้นตอน: สนับสนุนการควบคุมการแบ่งส่วนของการเติมและการกักเก็บแรงดันเพื่อปรับปรุงการหดตัวในพื้นที่ผนังหนา
-ฟังก์ชั่นการดึง: หากกล่องหมุนเวียนมีรูด้านข้างหรือหัวเข็มขัดย้อนกลับให้เลือกแบบจำลองด้วยกระบอกไฮดรอลิก
4. กระบวนการเลือก
A. คำนวณแรงล็อคโหมดและปริมาตรการฉีด (การคัดกรองพารามิเตอร์หลัก)
B. ตรวจสอบขนาดการติดตั้งแม่พิมพ์ (เทมเพลต, ความหนาของเชื้อรา, จังหวะแม่พิมพ์)
C. การจับคู่ความต้องการของกระบวนการวัสดุ (อุณหภูมิบาร์เรลประเภทสกรู)
E. การประเมินคุณสมบัติเพิ่มเติม (อินเทอร์เฟซอัตโนมัติ, การกำหนดค่าการประหยัดพลังงาน)
F. แบรนด์อุปกรณ์ตรวจสอบและความมั่นคง (Haitian, Zhenxiong, Engel และความแตกต่างของราคาแบรนด์อื่น ๆ )
5. คำแนะนำแบบจำลองทั่วไป (ใช้ PP Turnover Box เป็นตัวอย่าง)
- ขนาดกล่องหมุนเวียน แรงล็อคแม่พิมพ์ ปริมาณฉีด รุ่นที่แนะนำ |
- 300 × 200 × 150 มม.|60-80 ตัน|800-1200 g|Haitian MA1600/II |
- 500 × 400 × 300 มม.|120-150 ตัน|2500-3500 g|Zhenxiong JM128MK-III |
- 800 × 600 × 400 มม.|300-400 ตัน|6000-8000 g|Engel Victory 370 |
- การตรวจสอบโหมดทดสอบจริง: หลังจากการคำนวณเชิงทฤษฎีต้องปรับพารามิเตอร์ผ่านโหมดทดสอบ (เช่นการลดแรงหนีบสามารถทำได้โดยการปรับการออกแบบประตูให้เหมาะสม)
- พื้นที่อัพเกรดที่สงวนไว้: เลือกรุ่นที่ใหญ่กว่าเล็กน้อยเพื่อปรับให้เข้ากับการปรับเปลี่ยนแม่พิมพ์ในอนาคต
- ค่าใช้จ่ายการใช้พลังงานและการบำรุงรักษา: เครื่องฉีดขึ้นรูปมอเตอร์เต็มรูปแบบมีความแม่นยำสูง แต่ราคาแพงกดไฮดรอลิกมีประสิทธิภาพมากกว่า
ด้วยวิธีการข้างต้นสามารถมั่นใจได้ว่าการจับคู่เครื่องฉีดขึ้นรูปและแม่พิมพ์กล่องหมุนเวียนอย่างมีประสิทธิภาพในขณะที่คำนึงถึงประสิทธิภาพการผลิตและการควบคุมต้นทุน
บรรจุุภัณฑ์ &. จัดส่ง

ข้อเสนอแนะของลูกค้า






